广东汉博新材料有限公司官方网站欢迎您!

服务热线:13926098565
无渣碱性脱脂

立式线喷涂线酸洗除油前处理工艺流程
酸性除油兼出光+无铬钝化

无渣碱性脱脂+表调+无铬钝化

采用无渣碱性脱脂工艺现有的工段无需做大改动,我司技术人员会根据客户的实际
情况去调整。
酸洗除油工艺特点
1.工艺简单、工段流程少、便于操作。
2. 铝型材清洗完成后,表面光洁亮度好。
3. 酸性除油剂含大量剧毒物品氢氟酸,生产过程中会有很大挥发,对生产环境造成极大影响,易产生职业病,生产工人安全事故时有发生。
4. 废水含大量的氟离子,需要添加大量氢氧化钠中和、石灰沉淀处理废水,才能达到国家工业二类水的排放标准,大量废渣的产生对企业造成很大困扰。
5. 废水处理排放复杂, 增加废水处理设备及人工的投资,废水回收利用对设备腐蚀很大。
6. 对生产设备腐蚀损坏很大,停线设备维修时间增多,浪费时间及停启机费用,缩短设备使用寿命。
碱性脱脂工艺特点
1. 水洗水循环利用,用水量可减少30%,同时减少排水量。
2. 无渣、无磷、无氨氮,无需加热、生产中不会产生剧毒物品氢氟酸的挥发、改善生产环境、减少车间职业病、安全环保。
3. 废水压榨渣体氟离子含量极低,属于普通固废,无需添加石灰处理废水,处理池会自动中和,只需简单的调节PH沉淀压渣,就能达到国家工业二类水的排放标准,大量减少废渣的产生。
4. 废水处理排放简化,大量节省废水处理设备维护成本,达到节能减排的效果,废水回收利用可以直接接入后续设备制水。
5. 对设备无腐蚀损坏,减少设备维修时间及费用,设备使用寿命增长,提高生产效率。
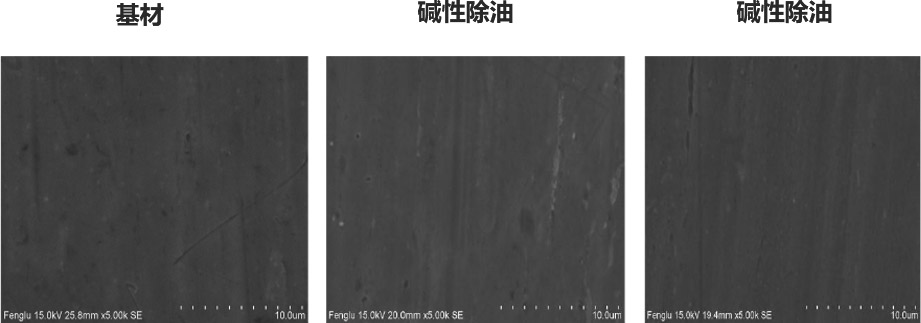
6. 铝型材清洗完成后,放大铝材表面腐蚀斑点(通常由于原始铝材存在组织缺陷引起)。
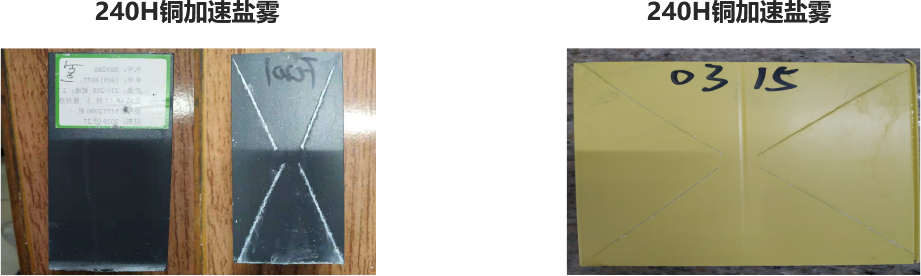
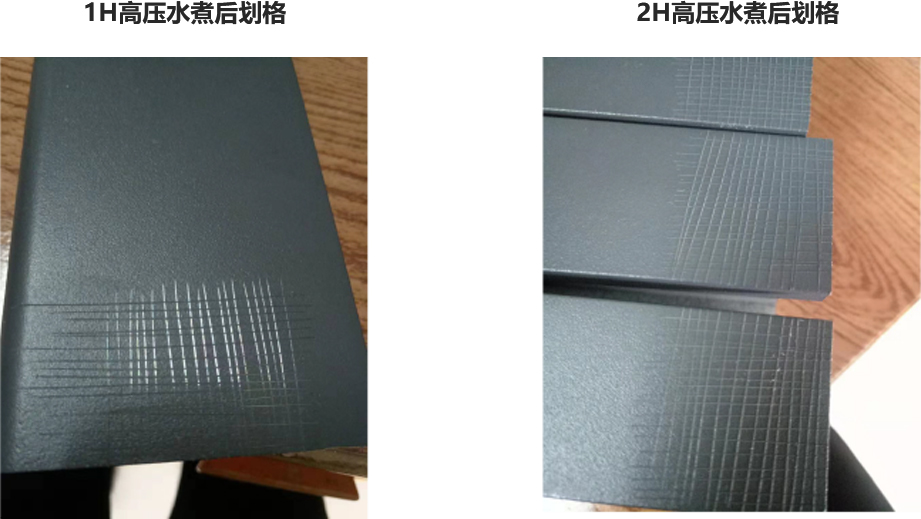
性能测试(一)
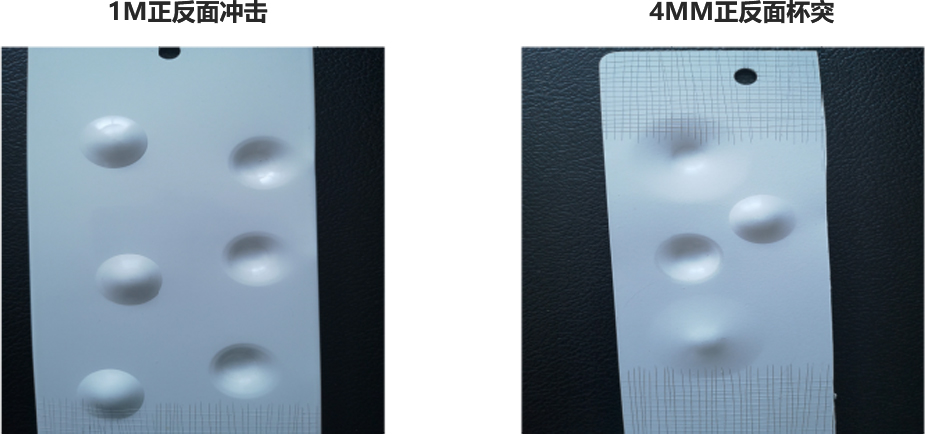
性能测试(二)
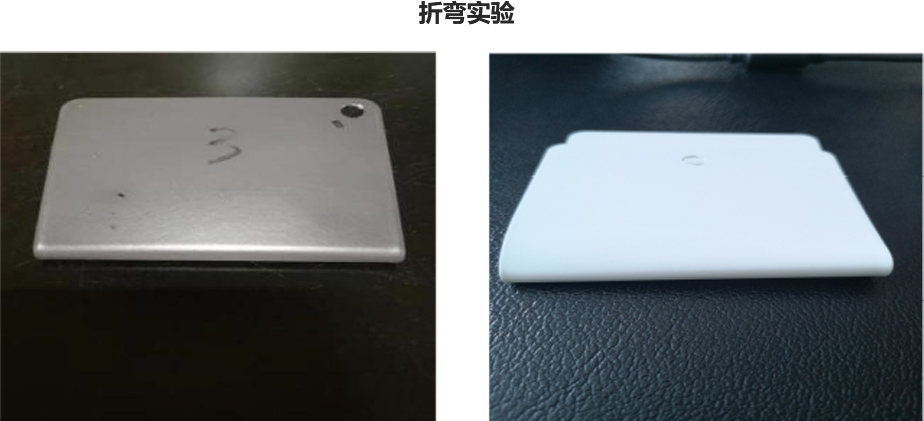
性能测试(三)
性能测试(四)
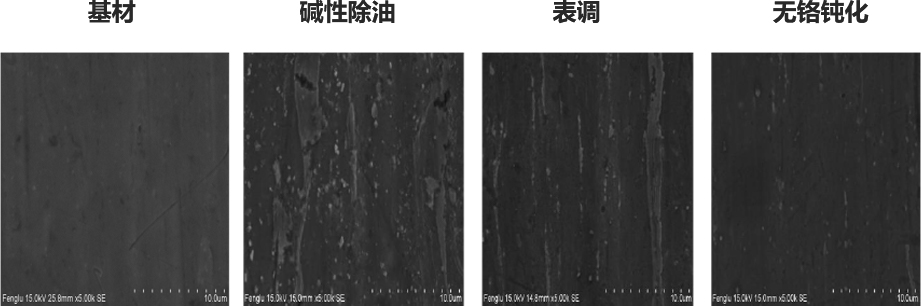
碱性前处理工艺下的扫描电镜图
碱性脱脂前处理+无铬钝化性能完全可以达到国标GB
5237.4-2017和欧洲QUALICOAT标准:
干湿附着力达到0级,耐冲击、抗杯突性到GB/T 8013.3规定的要求,耐盐雾腐蚀性( AASS、 NSS 、CASS )表面无起泡,单边渗透腐蚀宽度不超过1.0mm。
其它行业的:耐高压蒸煮性(辊涂),高温灭菌、耐硫性、耐酸性(食品包装、易拉罐盖及拉环用铝合金涂层板、带材,121℃,30min)
碱性脱脂前处理+无铬钝化性能完全可以达到国标GB
5237.4-2017和欧洲QUALICOAT标准:
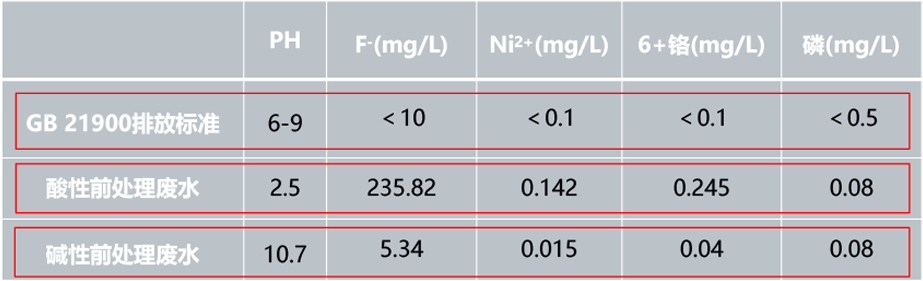
污水综合排放标准按电镀行业GB 21900,其实按GB 8978 (GB
8978污水综合排放标准)做参考
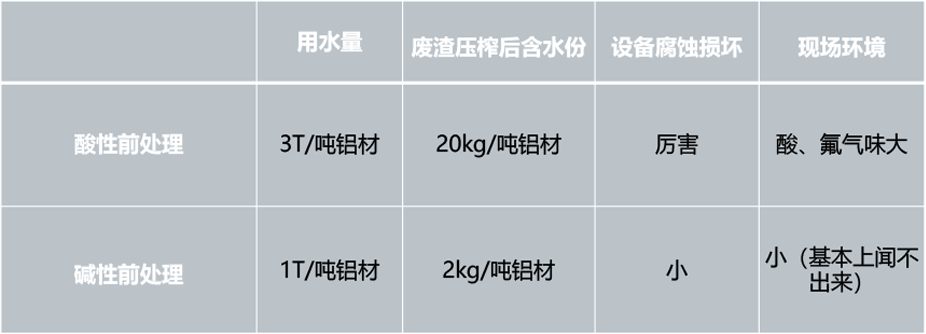
酸、碱前处理工艺其它比对
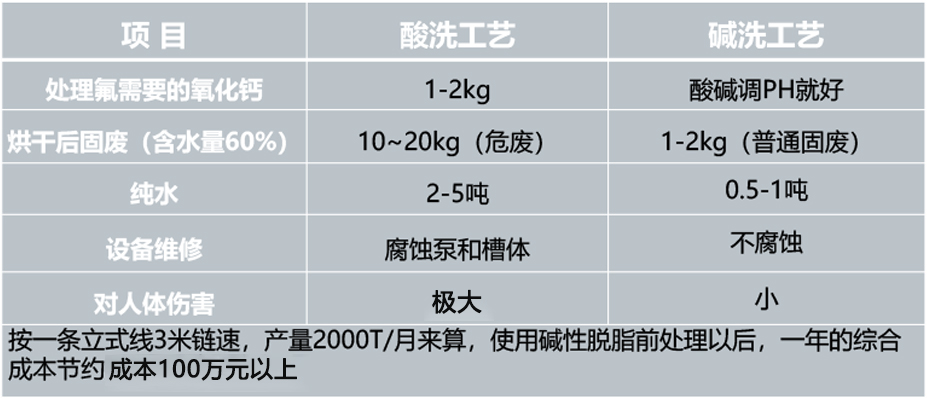
成本节约



广东汉博新材料有限公司
Guangdong Humber New Materials co.,Ltd.


广东省佛山市南海区狮山镇南海软件科技园研发楼A栋201-8

13926098565
Copyright © 2021-2026 Guangdong Humber New Materials co.,Ltd All Rights Reserved. 粤ICP备2024174619号  粤公网安备 44011302002689号
技术支持:
粤公网安备 44011302002689号
技术支持: 海纳创联
海纳创联






